дВФСЯзМБИжЎКѓЃЌЮвУЧНгЯТРДОЭЪЧЫмСЖЛЗНкЃЌЫмСЖЛЗНкЪЧЩњВњЙ§ГЬжазюживЊЕФвЛВНЃЌЯ№НКНгЭЗЕФФЭЮТФЭбЙадФмЃЌШЋВПвРППЫмСЖЕФГЩЙћЁЃ
ЩњНКИЛгаЕЏад,ШБЗІМгЙЄЪББиашЕФПЩЫмададФм,вђДЫВЛБугкМгЙЄЁЃЮЊСЫЬсИпЦфПЩЫмад,ЫљвдвЊЖдЩњНКНјааЫмСЖ,етбљдкЛьСЖЪБХфКЯМСОЭШнвзОљдШЗжЩЂдкЩњНКжа,ЭЌЪБдкбЙбгЁЂГЩаЭЙ§ГЬжавВгажњгкЬсИпНКСЯЕФЩјЭИадЩјШыЯЫЮЌжЏЦЗФкКЭГЩаЭСїЖЏадЁЃ НЋЩњНКЕФГЄСДЗжзгНЕНтаЮГЩПЩЫмадЕФЙ§ГЬНазіЫмСЖЁЃ ЩњНКЫмСЖЕФЗНЗЈгаЛњаЕЫмСЖКЭШШЫмСЖСНжжЁЃЛњаЕЫмСЖЪЧдкВЛЬЋИпЕФЮТЖШЯТЭЈЙ§ЫмСЖЛњЕФЛњаЕМЗбЙКЭФІВССІЕФзїгУЪЙГЄСДЯ№НКЗжзгНЕНтБфЖЬгЩИпЕЏадзДЬЌзЊБфЮЊПЩЫмзДЬЌЁЃШШЫмСЖЪЧЯђЩњНКжаЭЈШызЦШШЕФбЙЫѕПеЦјдкШШКЭбѕЕФзїгУЯТЪЙГЄСДЗжзгНЕНтБфЖЬДгЖјЛёЕУПЩЫмадЁЃ
ШЛКѓНєНгзХЪЧЛьСЖЛЗНкЃЌЯ№НКНгЭЗдкЪЙгУжаНКВуЕФЬљКЯадФмЃЌШЋВПвРППЛьСЖЃЌжЎЧАЮвУЧгагУЛЇЫЕЕНЃЌАВзАКѓЦкЯ№НКНгЭЗЭтНКВуПЊСбЃЌОЭЪЧвђЮЊЛьСЖЛЗНкЮТЖШЮДДяЕНЃЌЕМжТФкНКВуКЭЭтНКВуЬљКЯВЛбЯУмдьГЩЕФПЊСбЁЃ
ЮЊСЫЪЪгІИїжжВЛЭЌЕФЪЙгУЬѕМўЁЂЛёЕУИїжжВЛЭЌЕФадФм,вВЮЊСЫЬсИпЯ№НКжЦЦЗЕФадФмКЭНЕЕЭГЩБОБиаыдкЩњНКжаМгШыВЛЭЌЕФХфКЯМСЁЃ ЛьСЖОЭЪЧНЋЫмСЖКѓЕФЩњНКгыХфКЯМСЛьКЯЁЂЗХдкСЖНКЛњжаЭЈЙ§ЛњаЕАшКЯзїгУЪЙХфКЯМСЭъШЋЁЂОљдШЕиЗжЩЂдкЩњНКжаЕФвЛжжЙ§ГЬЁЃ ЛьСЖЪЧЯ№НКжЦЦЗЩњВњЙ§ГЬжаЕФвЛЕРживЊЙЄађ,ШчЙћЛьКЯВЛОљдШОЭВЛФмГфЗжЗЂЛгЯ№НККЭХфКЯМСЕФзїгУгАЯьВњЦЗЕФЪЙгУадФмЁЃЛьСЖКѓЕУЕНЕФНКСЯШЫУЧГЦЮЊЛьСЖНКЫќЪЧжЦдьИїжжЯ№НКжЦЦЗЕФАыГЩЦЗВФСЯ,ЫзГЦНКСЯЭЈГЃОљзїЮЊЩЬЦЗГіЪлЙКТђепПЩРћгУНКСЯжБНгМгЙЄГЩаЭЁЂСђЛЏжЦГЩЫљашвЊЕФЯ№НКжЦЦЗЁЃ
дкЯ№НКжЦЦЗЕФЩњВњЙ§ГЬжаРћгУбЙбгЛњЛђбЙГіЛњдЄЯШжЦГЩаЮзДИїЪНИїбљЁЂГпДчИїВЛЯрЭЌЕФЙЄвеЙ§ГЬЃЌГЦжЎЮЊГЩаЭЁЃГЩаЭЕФЗНЗЈга
1.бЙбгГЩаЭ
ЪЪгУгкжЦдьМђЕЅЕФЦЌзДЁЂАхзДжЦЦЗЁЃЫќЪЧНЋЛьСЖНКЭЈЙ§бЙбгЛњбЙжЦГЩвЛЖЈаЮзДЁЂвЛЖЈГпДчЕФНКЦЌЕФЗНЗЈНабЙбгГЩаЭЁЃ гааЉЯ№НКжЦЦЗ?ШчТжЬЅЁЂНКВМЁЂНКЙмЕШЫљгУЗФжЏЯЫЮЌВФСЯБиаыЭПЩЯвЛВуБЁНКдкЯЫЮЌЩЯЭПНКвВНаЬљНКЛђВСНК??ЭПНКЙЄађвЛАувВдкбЙбгЛњЩЯЭъГЩЁЃЯЫЮЌВФСЯдкбЙбгЧАашвЊНјааКцИЩКЭНўНККцИЩЕФФПЕФЪЧЮЊСЫМѕЩйЯЫЮЌВФСЯЕФКЌЫЎСПвдУтЫЎЗжеєЗЂЦ№Хн?КЭЬсИпЯЫЮЌВФСЯЕФЮТЖШвдБЃжЄбЙбгЙЄвеЕФжЪСПЁЃНўНКЪЧЙвНКЧАЕФБивЊЙЄађФПЕФЪЧЮЊСЫЬсИпЯЫЮЌВФСЯгыНКСЯЕФНсКЯадФмЁЃ
2.бЙГіГЩаЭ
гУгкНЯЮЊИДдгЕФЯ№НКжЦЦЗ?ЯѓТжЬЅЬЅУцЁЂНКЙмЁЂН№ЪєЫПБэУцИВНКашвЊгУбЙГіГЩаЭЕФЗНЗЈжЦдьЁЃЫќЪЧАбОпгавЛЖЈЫмадЕФЛьСЖНКЗХШыЕНМЗбЙЛњЕФСЯЖЗФкдкТнИЫЕФМЗбЙЯТЭЈЙ§ИїжжИїбљЕФПкаЭвВНабљАхНјааСЌајдьаЭЕФвЛжжЗНЗЈЁЃбЙГіжЎЧАНКСЯБиаыНјаадЄШШЪЙНКСЯШсШэЁЂвзгкМЗГіДгЖјЕУЕНБэУцЙтЛЌЁЂГпДчзМШЗЕФЯ№НКжЦЦЗЁЃ
3.ФЃбЙГЩаЭ
вВПЩвдгУФЃбЙЗНЗЈРДжЦдьФГаЉаЮзДИДдгШчЦЄЭыЁЂУмЗтШІЕФЯ№НКжЦЦЗ?НшжњГЩаЭЕФвѕЁЂбєФЃОпНЋНКСЯЗХжУдкФЃОпжаМгШШГЩаЭЁЃ
ЭЈЙ§вдЩЯНщЩмЃЌЯраХЙуДѓгУЛЇЖдгкЯ№НКНгЭЗЕФЛљДЁЩњВњСїГЬгаСЫЯъЯИСЫНтЃЌХгДѓЕФЯ№НКНгЭЗЯњЪлЪаГЁЃЌжЪСПЗжВМВЛОљЃЌМлИёИїгаВЛЭЌЃЌВЩгУЕФЯ№НКВФжЪвВИїВЛЯрЭЌЃЌШчКЮЛлблЪЖецЃЌдкжкЖржжРрЕФЯ№НКНгЭЗжаЬєбЁЕНЪЕЛнЕФВњЦЗЃЌЪзЯШвЊЖдЯ№НКНгЭЗВњЦЗжЊЪЖНјааГфЗжСЫНтЃЌЦфДЮбЁдёПЩаХРЕЕФЩњВњГЇМвЃЌаТдОЙЉЫЎзЈвЕЩњВњЯ№НКНгЭЗЪЎгрФъЃЌдкЩњВњЛЗНкКЭЯњЪлЛЗНкИќЮЊЪьСЗЃЌЪЧЙуДѓгУЛЇЕФЪзвЊжЎбЁЃЁ
Я№НКНгЭЗ ФгадЯ№НКНгЭЗЁ
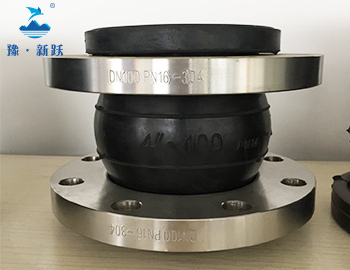
Я№НКНгЭЗЁЂПЈЙПЯ№НКНгЭЗЁЂДѓЗБпЯ№НКНгЭЗаТдОЯ№НКНгЭЗГЇМвЃЌзЈвЕЩњВњЃЌСПДѓДггХЃЁ
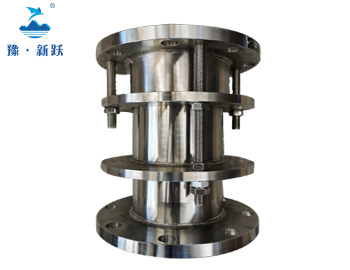
ВЛатИжЫЋЗЈРМЯоЮЛЩьЫѕЁ
ВЛатИжЫЋЗЈРМЩьЫѕНгЭЗЪЧгЩБОЬхЁЂУмЗтШІЁЂбЙИЧЁЂЩьЫѕЖЬЙмЕШжївЊВПМўзщГЩЁЃдкЫЩЬзЩьЫѕНгЭЗдгаадФмЕФЛљДЁЩЯдіЩшЯоЮЛзАжУЃЌдкзюДѓЩьЫѕСПДІгУЫЋТнФИЫјЖЈЁЃЙмЕРдкдЪаэЕФЩьЫѕСПжаПЩвдздгЩЩьЫѕЃЌвЛЕЉГЌЁ
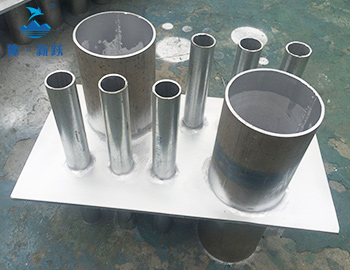
ПЩЧњФгЯ№НКНгЭЗ
ПЩЧњФгЯ№НКНгЭЗМђНщПЩЧњФгЯ№НКНгЭЗгжНазіЯ№НКЙмШэНгЭЗЁЂШсадЯ№НКНгЭЗЁЂЯ№НКШэНгЭЗЁЂЯ№НКНгЭЗЁЂИпбЙЯ№НКНгЭЗЁЂЯ№НКМѕе№ЦїЁЂВЙГЅЦїЕШЁЃАДСЌНгЗНЪНЗжЫЩЬзЗЈРМЪНЁЂЙЬЖЈЗЈРМЪНКЭТнЮЦЪН3жжЃЛАДНсЙЙПЩЗжЁ

ШЫЗРДЉЯпУмБеЬзЙм
ДЉЯпУмБеЬзЙмЫЕУїЃК1ЁЂЕБгЫЎУцЮЊИЏЪДадНщжЪЪБЃЌПЩВЩгУЗтЖТВФСЯНЋЗьЯЖЗтЖТ;2.ЬзЙмДЉЧНДІШчгіЗЧЛьФ§ЭСЧНБкЪБЃЌгІОжВПИФгУЛьФ§ЭСЧНБкЃЌЦфННзЂЗЖЮЇгІБШвэЛЗжБОЖЃЈDS)Дѓ200ЃЌВЂЧвБиаыНЋЬзЙмвЛДЮННЙЬЁ



 ЮЂаХ
ЮЂаХ